

4000w半导体激光器熔化工艺研究
一、研究目的
针对4000w半导体激光器,研究其进行激光熔焊时的焊接能力,并对可焊厚度各板材进行拼焊试验,分析其焊接质量。
二、设备、材料及方法
设备:长光华芯4000w半导体激光器,400μm光纤,200mm聚焦镜,聚焦光斑直径0.8mm;
材料:Q235、SUS304 1-6mm板材,1mm6061铝合金;
方法:先采用6mm平板堆焊方式进行试验,初步确定焊接能力,然后对能力范围内各厚度板材进行拼焊,测试其最高焊接速度,并输出焊接工艺参数表。
三、研究结果
3.1 平板堆焊试验结果
表1 平板堆焊试验结果
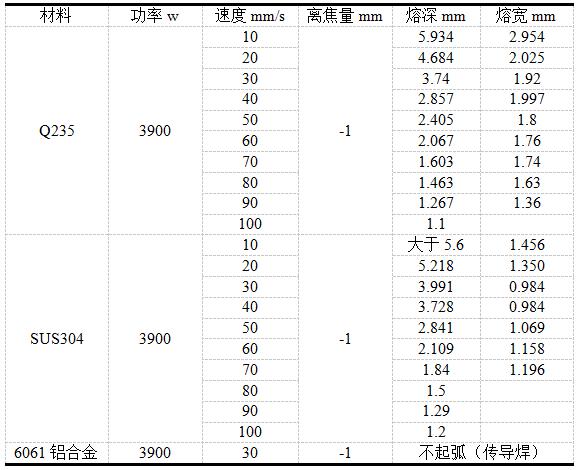
表1中测量结果按图1所示方式测量,熔宽去掉焊缝钉子头后测量。

图1 熔深熔宽测量示意图
对表1试验结果进行分析,如图2所示:
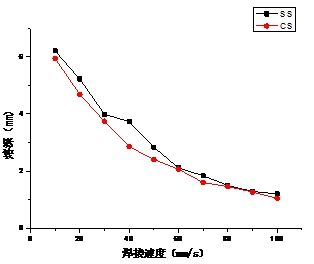
图2 熔深随焊接速度的变化(平板堆焊)
从图2可以看出,4000w半导体激光器焊接Q235与SUS304两类材料时,1mm板焊接速度达6m以上,最大熔深达6mm,且同厚度下,不锈钢焊接速度略高于碳钢材料,材料厚度越小,差异越小,主要原因为导热系数的差异。
3.2 拼焊试验结果
根据平板堆焊试验结果,选取适当参数对各厚度板材进行拼焊试验,测试最高焊接速度,实验结果如表2及图2所示:
表2 拼焊试验结果
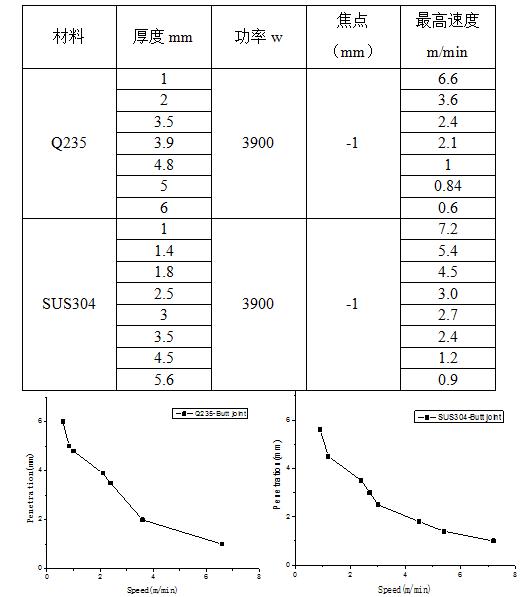
图3 熔深随焊接速度的变化(拼焊)
拼焊时,两种材料的焊接速度与平板堆焊时有一定差异,因为拼焊时拼缝间隙的存在使焊接速度有所提升。以上拼焊参数均在拼缝间隙小于0.1的的条件下完成。
各焊缝截面形貌如图4、5所示:
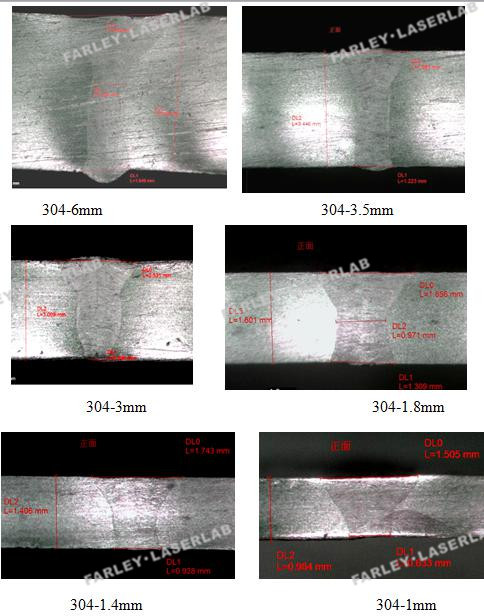
图4 各厚度304不锈钢焊缝截面形貌
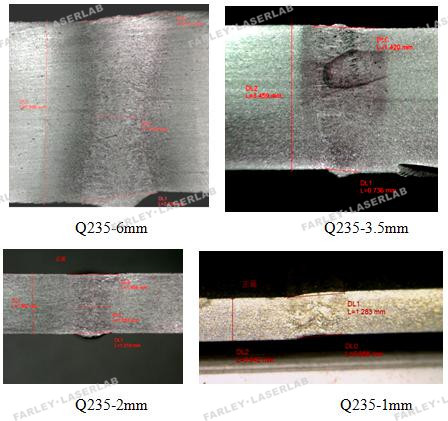
图5 各厚度Q235焊缝截面形貌
从图4与图5可以看出,该激光器焊接时,焊缝表面平整,焊缝熔深方向钉子头趋向不明显,焊缝深宽比较小。分析原因为焊接光斑较大,且能量分布均匀所致。
四、结论
1、4000w长光华芯半导体激光器最大焊接能力为6mm碳钢和不锈钢,铝合金焊接能力较弱,适合0.5mm左右薄片热传导焊接。
2、该激光器焊接时因聚焦光斑较大,达0.8mm,焊接时飞溅小,成型较好,且熔宽较大,但速度会有所牺牲。该类焊缝应更适合夹套焊接等应用。





