

华工法利莱二维切割焊接平台结合ABB机器人在光纤激光切割和焊接机中的应用
一、中航精机500W光纤激光切割机系统主要设备及工作流程介绍
主要设备有ABB2400机器人,IPG500W光纤激光器,SR-500W切割头,XY轴二维滑台,PLC控制柜,冷水机,切割头立柱及激光防护罩,工件上料预定位夹具,机器人定位气爪,工件检具,工件下料台。系统整体结构如下图所示。
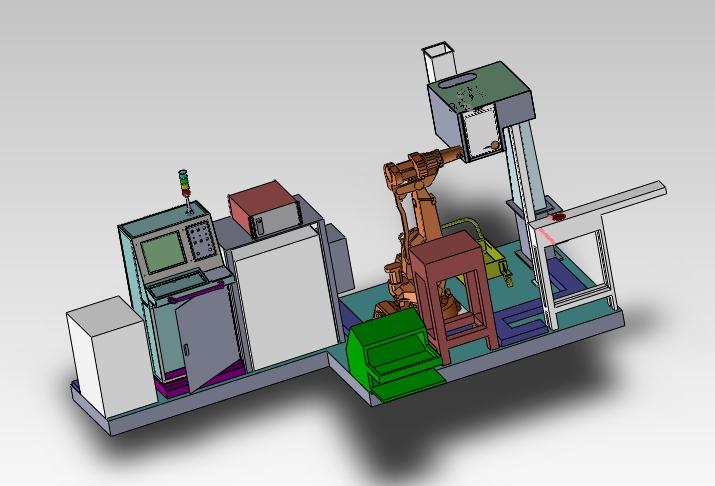
ABB2400机器人臂长1.5米,负载7公斤。IPG500W激光器输出功率500W,XY二维滑台行程60MM,PLC采用台达PLC多轴插补运动模块20PM系列中的两轴插补定位模块20PM00D。驱动器采用安川V系列的100W。
操作工先在触摸屏上选好要加工的工件型号,将工件放在预定位夹具上,按下启动按钮,工件滑入到加工区。机器人等待工件进入到加工区后,自动行走到预定位夹具上方抓料,机器人抓好料后,再运动到切割头下方切割,机器人在切割过程中可以旋转工件姿态,变换切割角度。切割头在PLC控制下做线性插补或圆弧插补。切割完工件后,机器人又抓料运动到检具上方,按切割孔位去穿插定位销,穿入定位销中则系统认为是合格的工件。未能穿入定位销中,系统就认为是不合格的工件。合格的工件机器人会把它放在合格的料堆中,不合格的工件机器人会把它放在不合格的料堆中。机器人在放料结束后,若预定位夹具上还有工件则机器人继续重复上述工作过程。
二、 中航精机2KW光纤激光焊接机主要设备介绍及工作流程
主要设备有床身,三轴滑台模组,ROFIN2KW光纤激光器,进口PRECITEC光纤焊接头,PLC柜,冷水机。PLC采用台达20PM系列中的三轴插补定位模块20PM00M,驱动器采用安川V系列。
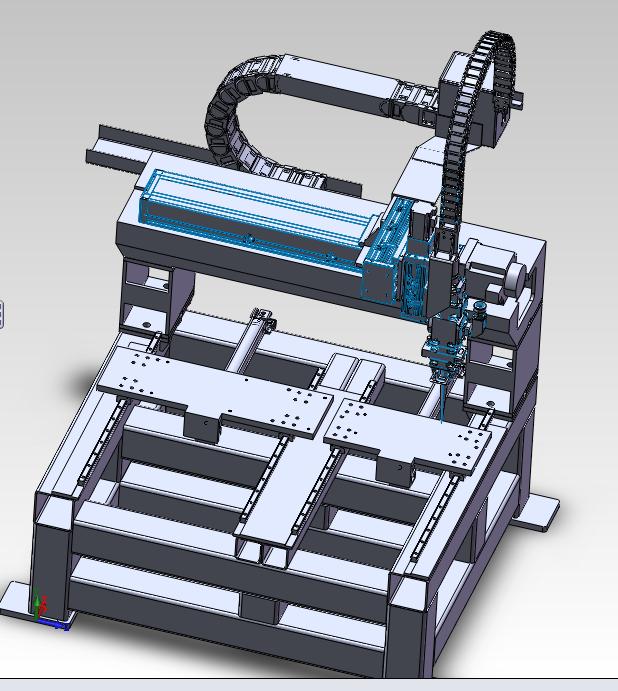
系统采用双工位焊接模式,一个工位上料后进行焊接,另个工位可以同时上料并等待焊接。放工件在焊接工作台上,按下启动按钮,工件自动夹紧,工作台移动到焊接区内,焊接头在XYZ三轴滑台模组驱动下作平面XY方向焊接,Z轴可调节焊接焦距高度。焊接完成后工作台退出。在动作流程中工件的夹紧,工作台的移动,焊接头的运动全部由PLC控制完成。操作工只要在触摸屏上选好要加工零件的种类,PLC自动会调取相应零件的加工G代码及焊接速度和功率。轴的运动控制功能都可在触摸屏上完成。
三、台达PLC多轴插补定位模块应用分析
优点:价格低编程调试简单,支持三个轴可以做插补运动,支持G代码和M代码编程。20PM运动控制系列PLC可搭配安川伺服驱动器通过脉冲和方向控制来控制XY二维工作移动。可搭配台达DVP系列的数字量输入输出模块,模拟量输入输出模块,在完成运动控制的基础上还可实现IO的控制。PLC通过RS232口和触摸屏连接,可实现各种轴相关的控制功能,加工工艺数据库可读可修改可存储,操作界面美观易操作。当运动插补轴在3个轴以下时,可用PLC代替数控系统来做运动控制。
缺点:只支持最多3个轴可以做插补运动,G代码和M代码要在编程时写好和PLC程序一同下载入PLC内,不方便修改。
四、台达20PMPLC控制下的二维切割平台和ABB机器人相结合的应用分析
中航精机500W切割机是机器人抓料送到切割头下进行平面切割,这种切割方式比单用机器人带切割头切割的方式要更好。机器人带切割头的方式切割精度控制在0.1mm以上,切割功率设定在500W,工件厚度在3mm时,切割速度也不超过30mm/s。而机器人结合PLC控制的二维切割平台切割精度控制在0.1mm以下,切割功率设定在500W,工件厚度在3mm时,切割速度可达30mm/s。机器人配上相应的气动夹具和主控PLC之间建立握手联络信号,可完成除切割动作外的搬运动作,如:自动抓料,自动检料,自动放料,还可变换工件的切割姿态。单独的一台三维机器人激光切割机或平面激光切割机是不能完成又能切割又能搬运动作的。若工件切割精度不高时,可用机器人抓工件作切割,切割头不动,同时机器人还可完成搬运的动作要求。若焊接机配上机器人做上料和下料动作,则加工效率和自动化程度会大幅提升。





